



 扫一扫
扫一扫
龙丽金属材料有限公司在多年的 精拉无缝钢管、经营中以快捷、高效和完善的售后服务,赢得了广大用户的赞同。在 精拉无缝钢管、市场竞争日益激烈的本日,在发挥自身优势的同时,将借鉴成功企业的经验,不断完善自己,合理调整经营策略,力求适应 精拉无缝钢管、市场。 我们将坚持质量,信誉至上的宗旨,高层次、高质量、高标准服务于社会。依托完善的现代企业管理和质量体系及先进的质量检测手段,为中外新老客户提供超优质的 精拉无缝钢管、产品和服务!

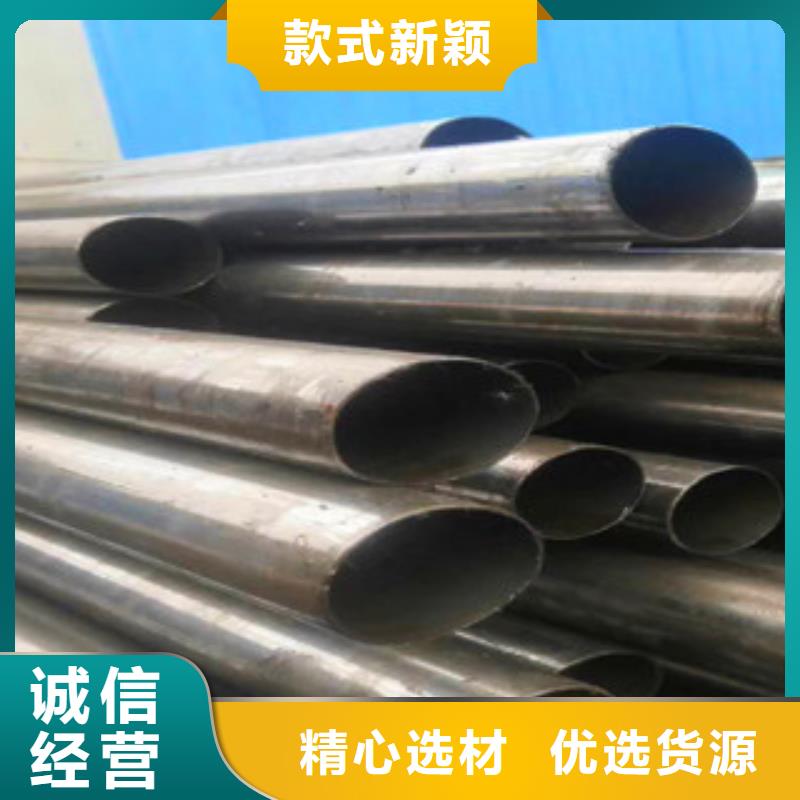
 本地 精密无缝钢管 45号精密钢管用心做品质")
在拔管模(见冷拔管工具)一侧施加后张力的拔管过程(见管材冷轧冷拔)。
反拉力拔管的特点是:
(1)可减小拔管时作用在管子上的径向压力,以提高空拔时的变形量,增加薄壁管拔制的稳定性;
(2)减少摩擦力,延长工具寿命,改善管材表面质量以及变形在横截面上分布的均匀性,减小残余应力;
(3)轴向张应力的作用,有利于管壁减薄;
(4)有助于实现液体摩擦。
实现反拉力拔管的方法有以下几种
(1)双模拔管,利用入口前模对后模中拔制的管子施加后张力(见图);
(2)卷筒拔管,由给料卷筒施加反拉力,并可调节反拉力大小;
(3)直接在管料尾施加后拉力。此时如管体不动,用移动拔模的方法来实现拔制过程,则节能效果更好。
 本地 精密无缝钢管 45号精密钢管用心做品质")
超薄壁管是指直径与壁厚之比在100以上的管材。超薄壁管主要用作弹性元件波纹管的坯料或换热管坯料等。它的生产方法有冷轧、冷拔和旋压等方法。轧制法一般生产率较高,尺寸精度高,表面质量好,广为采用。
1954年苏联研制的多辊式冷轧管机适于轧制超薄壁管,在这种轧机上,可以轧制最小壁厚0.03mm的管材。
在多辊冷轧管机上轧制超薄壁管的关键有3点:
(1)减径量不能过大,LD-30一般小于1mm,LD-15小于0.5mm;
(2)轧辊开口角不能过大,否则会出现轧出的管子呈竹节状;如果开口角过小,会出现棱面,影响管子精度;
(3)轧制成品道次管材不能过硬,即在成品前道次应该退火。
用冷拔管法生产超薄壁管时,一般均采用超声波振动(见超声波振动拔管),无超声波振动拔管生产的管子直径与壁厚之比不超过50,而带超声波振动时可达500。
 本地 精密无缝钢管 45号精密钢管用心做品质")
 本地 精密无缝钢管 45号精密钢管用心做品质")
 本地 精密无缝钢管 45号精密钢管用心做品质")
 本地 精密无缝钢管 45号精密钢管用心做品质")
技术支持:059t.com